« Fabrication avec une imprimante 3D » : différence entre les versions
| Ligne 20 : | Ligne 20 : | ||
== Survol de la procédure == | == Survol de la procédure == | ||
Voici la procédure "classique". | |||
(1a) Modéliser un objet | (1a) Modéliser un objet | ||
| Ligne 32 : | Ligne 34 : | ||
(5) Imprimer (envoyer le g-code sur l'imprimante) | (5) Imprimer (envoyer le g-code sur l'imprimante) | ||
En 2023 la plupart des trancheurs acceptent d'autres formats que STL, mais le principe reste le même. | |||
'''Modèle design et impression d objets 3D''' | '''Modèle design et impression d objets 3D''' | ||
Dernière version du 11 septembre 2023 à 20:36
Cet article est incomplet.
Il est jugé trop incomplet dans son développement ou dans l'expression des concepts et des idées. Son contenu est donc à considérer avec précaution.
Introduction

Imprimantes 3D "desktop" - Petite histoire et types
L'impression 3D est une technologie de prototypage connue et utilisée depuis des années dans l'industrie. Les machines industrielles utilisant des procédés plus sophistiqués comme par exemple la fusion par laser sont peu abordables mais leurs prix commencent à baisser depuis 2011 (15'000 à 20'000 CHF pour un modèle connu).
Ce petit article donnera un survol de la conception d'objets 3D qui seront imprimables avec une imprimante 3D utilisant le procédé d'extrusion thermoplastique (fused filament fabrication). Un des premiers kits commerciaux fut le RapMan(angl.), fin 2009. Il coûtait environ 800 livres et son assemblage durait 3-4 jours au moins comme on l'a résumé dans l'article Assembling the RapMan. Déjà en 2014 il existait des dizaines de modèles, soit en kit, soit (presque) prêts à l'emploi. L'article 3D printing (Anglais) contient une petite liste.
L'origine des imprimantes 3D bon marché se trouve dans une recherche en intelligence artificielle sur l'auto-réplication et qui a aboutit au design RepRap (Replicating Rapid-prototyper) dont le premier prototype fut montré en 2006.
- Adrian Bowyer, Biomimetics Research Group, University of Bath
Plus tard, ce type de technologie a été rendu populaire par le mouvement Fablab (Prof. Neil Gershenfeld), les Makerspaces, les Hackerspaces, etc. Plus d'informations sont disponibles dans la catégorie Fab Lab (en Anglais).
La meilleure méthode pour comprendre comment fonctionne une imprimante par extrusion thermoplastique est de regarder une vidéo, par exemple RapMan Becta video qui montre une des premières imprimantes pour "consommateurs" en 2010. (Bits from Bytes Rapman winner of 2010 BETT award in the "Best digital device" category), de BECTA, l'organisme du gouvernement Anglais pour l'encouragement des nouvelles technologies dans l'éducation). Un autre exemple presque historique et cette petite video enregistrée avec un tel. portable lors de la journée "Elargis tes horizons" (2013). Elles montre deux imprimantes Felix de TECFA.
On s’intéressera à la fois à la conception assistée par ordinateur (notamment au dessin 3D et la conception paramétrique) et à la fabrication par ordinateur (computer-aided manufacturing) avec ce type d'imprimante. Par contre, on vous épargne l'assemblage. On fera des renvois à des articles plus détaillés dans documentation plus extensive edutechwiki anglais.
Survol de la procédure
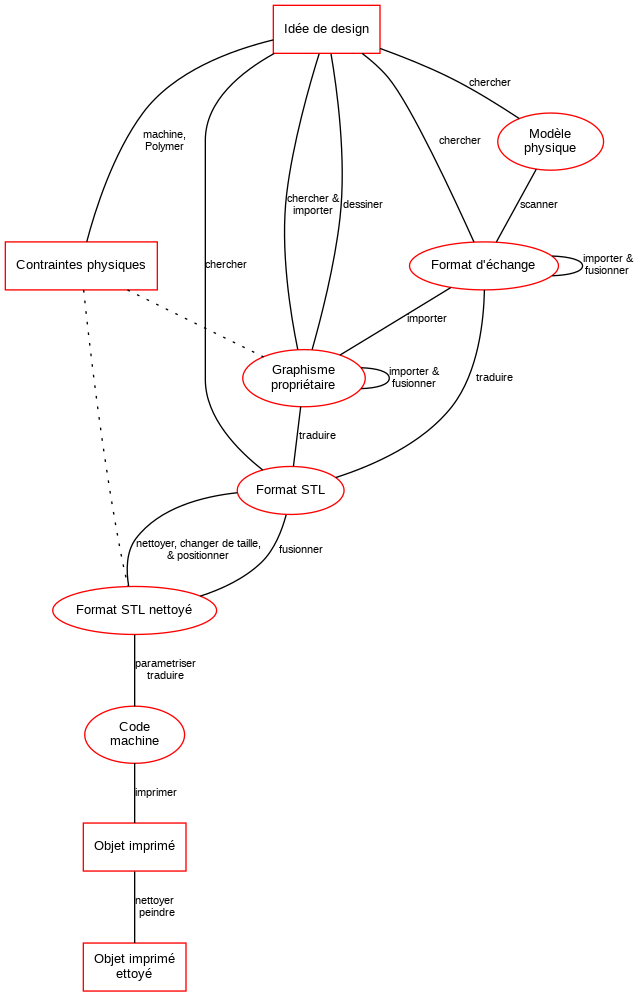
Voici la procédure "classique".
(1a) Modéliser un objet
(1b, alternative) Sélectionner et/ou adapter et/ou paramétrer et/ou assembler des objet existants
(2) Traduire en .STL, un format simple pour représenter une géométrie 3D avec des triangles (Avec un bon outil, il suffit d'exporter.)
(3) Redimensionner, positionner et réparer le STL
(4) Paramétrer le tranchage, c-a-d la traduction du modèle 3D en couches à imprimer et générer le code machine (G-code) à partir du STL.
(5) Imprimer (envoyer le g-code sur l'imprimante)
En 2023 la plupart des trancheurs acceptent d'autres formats que STL, mais le principe reste le même.
Modèle design et impression d objets 3D
Conception assistée par ordinateur
«La conception assistée par ordinateur (CAO, ou CAD pour computer-aided design) comprend l'ensemble des logiciels et des techniques de modélisation géométrique permettant de concevoir, de tester virtuellement - à l'aide d'un ordinateur et des techniques de simulation numérique - et de réaliser des produits manufacturés et les outils pour les fabriquer.» (Wikipedia, consulté le 17 novembre 2010 à 18:11 (CET))
En l'occurrence, nous nous intéressons plus particulièrement à la conception d'objets en trois dimensions par ordinateur.
Il existe plusieurs types d'outils:
- les outils de dessin/modélisation 3D (donc les mêmes que l'on utilise pour créer des objets et scènes 3D pour des pages 3D sur le web ou encore les jeux). Déconseillé.
- les outils de dessin 3D assisté par ordinateur qu'on utilise plutôt pour créer des objets "techniques" dans la CAD.
- les langages de programmation pour concevoir des objets 3D
- des outils d'assemblage et manipulation de mailles
Chaque type d'outils possède ses avantages et désavantages, et bien sûr, on peut combiner leur usage.
Les outils de modélisation 3D
Un outil de modélisation 3D est fait avant tout pour créer des scènes digitales 3D. Ce type d'outil peut servir à créer des modèles 3D pour la fabrication digitale, mais il existe des inconvénients, notamment l'imprécision et la parfois la mauvaise qualité du maillage.
Dans le monde "RepRap" l'outil de modélisation le plus populaire était au début Art of Illusion. Art of Illusion possède certaines caractéristiques qui le rendent utile pour la CAD. Sketchup et Blender sont aujourd'hui également utilisés.
Sketchup est facile à apprendre, mais l'exportation est difficile et de qualité douteuse. Seul le format Collada est autorisé et il va falloir passer par un logiciel de traduction comme Meshlab pour obtenir un *.STL ou (très pénible) essayer de dénicher un plugin Sketchup qui marche avec la version récente que vous avez installé chez vous. (su2stl et Sketchup SKP files to DXF or STL ne marchent probablement plus).
Blender est le logiciel de conception 3D professionnel et gratuit le plus populaire, mais il est très difficile à apprendre. Il existe un livre, Blender 3D Printing Essentials qui adresse quelques spécificités et un texte gratuit en français: Blender pour l'impression 3D
Il existe aussi un type de logiciel avec lequel on peut sculpter. Idéal pour créer des objets "artistiques" et plus facile à apprendre. On conseille soit Sculptris (Angl.) soit Meshmixer. Il existe aussi un tutoriel assez complet en français. Meshmixer est un outil plus complexe qui couvre presque tous les besoins en manipulation de mailles. L'outil pour sculpter marche avec n'importe quel objet. Essayez File->Import->Sphere, puis Sculpt.
Voir 3D modeling pour plus de liens
Logiciels de dessin CAD
Les outils de dessin technique fonctionnent selon une logique un peu différente, mais on les préfère. Enfin dans le monde de la modélisation 3D chaque outil possède aussi sa logique très spéciale...
Certains fabricants offrent des logiciels gratuits pour étudiants. Par exemple:
- Autodesk Education Community Plusieurs offres de Autodesk. On conseille Fusion 360.
- Creo Standard Edition. Il s'agit d'une version réduite d'un produit commercial un peu pénible à télécharger, mais toutefois très intéressant. Ce produit offre en plus des tutoriels intégrés.
Dans le monde open source, il existe FreeCAD, outil open source le plus puissant (pas testé récemment).
Les éditeurs 3D en ligne sont assez faciles à utiliser et de plus en plus puissants. On conseille Tinkercad, qui intègre maintenant la possibilité de faire un peu d'électronique avec Tinkercad Circuits.
Langages de programmation CAD
OpenSCAD est un outil open source de plus en plus populaire pour créer des objets 3D avec des fonctions au lieu de les dessiner. Pour les personnes ayant des notions de base en programmation, il s'agit d'une alternative très pratique pour créer des objets ayant des formes relativement simples ou qui peuvet être constitués par l'addition et la soustraction d'objets simples. Pour créer des objets compliqués, il faut avoir des bonnes notions de maths. Voir le tutoriel OpenSCAD ou le OpenScad beginners tutorial
OpenScad permet de créer du code interactif qui permet à un utilisateur de paramétrer un objet de façons simple. Cette fonctionnalité est aussi implémenté dans le site de Thingiverse sous le nom de "Customizer", par exemple une visualisation d'activités de marche/course avec des perles.
Il existe des alternatives, comme OpenJSCAD. Une liste plus complète est ici (2013).
Une version de type de "Scratch" est Blockscad3d. Voila une fleur pieuvre.
Manipulation de mailles et réparation
Le format STL et les outils de réparation
Pour qu'une imprimante 3D puisse imprimer un objet il faut lui envoyer du code machine qui est en règle générale généré à partir du format STL (StereoLithography Interface Specification). En gros, le format STL ne décrit que la surface d'un objet avec des triangles.
Il existe des alternatives à STL, et notamment les formats PLY et OBJ (Wikipedia) ou le nouveau 3mf. Certains trancheurs peuvent lire plusieurs formats, mais pour le moment on conseille l'utilisation de STL.
Pour réparer un fichier .STL (par exemple, le rendre "watertight" etc.) et pour positionner voir redimensionner un objet, on conseille d'abord de vérifier si votre slicer peut réparer du STL.
Aux étudiant-e-s on conseille d'installer Netfabb. Ils peuvent obtenir une version gratuite pour 3 ans (voir en bas de page chez Audodesk). Il est facile à apprendre et à utiliser, en tout cas le positionnement. A retenir, on produit à partir d'un STL source (pas forcément correct, de bonne taille et en une bonne position) un nouveau STL qui représente l'objet tel qu'il va se construire dans l'imprimante. Netfabb permet également de créer certains objets très simples.
Une autre alternative consiste à utiliser un trancheur capable d'effectuer des réparations de base. Sinon, on conseille aussi d'installer Meshmixer, un outil qui fait des réparations mais inclut beaucoup d'autres fonctionnalités, par exemple, génération de supports sur mesure, vider un objet, sculpter, ...
Les versions anciennes de Netfabb (avant l'achat par Audodesk) fonctionnent en principe encore, mais il faut les trouver.
Logiciels professionnels
La version pro de Netfabb permet notamment de faire des assemblages et du découpage de haute qualité. Mais la version la plus puissante est simplement hors prix ...
On répète, pour assembler il existe des alternative gratuites pour assembler des STL comme Meshlab (voir Meshlab for RapMan tutorial qui explique la procédure) ou Meshmixer. L' assemblage est un peu difficile la première fois, car il faut apprendre l'interface de Meshlab. Ceci dit, si on positionne les objets avec Netfabb d'abord, ce n'est pas compliqué. Meshlab est aussi utile pour traduire pleins de formats 3D en STL (si votre outil de conception ne sait pas le faire). Pour finir, on peut aussi utiliser un outil comme BlockScad qui permet de positionner avec précision des fichiers STL importés ou encore faire confiance au trancheur...
Voir aussi:
Positionnement
Ensuite, il faut positionner un objet de sorte à ce que le bas de l'objet ait les coordonnées z=0. En gros, si z n'est pas égal à zéro, la zone d'impression s'enfonce dans le lit d'impression ou encore on imprime dans le vide. Si x et y ne sont pas à peu près centrés, la tête d'impression va cogner contre les bords. Ensuite, l'objet doit être à plat, sinon la première couche ne peut pas être imprimée.
Ceci dit, aujourd'hui la plupart des logiciels de gestion positionnement les objets à Z=0 et certains permettent de mettre un objet à plat. Toutefois, c'est une bonne pratique de positionner un modèle correctement (1) en position [0,0,0] et (2) à plat.
Opérations de réparation
Des logiciels comme Netfabb (cliquer sur le "+") ou Meshlab permettent de réparer des fichiers STL. La plupart des trancheurs le font aussi, mais pas tout aussi bien.
Réduction de triangles
Certains objets sont inutilement détaillés (notamment les scans) et il faut réduire le maillage.
Meshlab permet de réduire relativement facilement la taille le nombre de triangles d'un objet. On conseille de réduire tous les objets de type "sculpté".
Elimination de structures internes inutiles
Pour éliminer des structure internes inutiles, utilisez le logiciel gratuit "Meshmixer" de Autocad et la fonction "Make solid". Mais attention, cela peut créer un objet très large qu'il va falloir réduire de nouveau. Lire ce blog)
Un objet doit être fermé
- Il faut créer ce que l'on appelle un modèle "solid body". Les "murs" d'une maison ouverte doivent avoir une "largeur" même si elle est faible (1mm). Chaque "trou" doit etre fermé.
L'objet doit être 2-manifold
- Chaque ligne ("edge") doit appartenir à exactement 2 triangles (ou autres polygones), ni plus ni moins !
Les faces doivent être orientés vers l'extérieur
Chaque triangle a une orientation. Son "normal" pointe soit vers l'intérier (faux) soit vers exterieur (juste).
Tenez compte de la résolution de l'imprimante et de la solidité de l'objet
- Pas de détails inutiles, on ne les verra pas
- Pas de structures trop faibles. Votre objet va se casser lorsqu'il tombe par terre.
Le partage d'objets
Les imprimantes 3D de type RepRap ont clairement ajouté une dimension au "open". Après le open source et le open content, voilà le open design.
Il existe un lien fort avec d'autres mouvements de "bricolage partagé" (Do-It-Yourself (DIY) communities) et les Fab Labs. «La notion de Fab lab (contraction de fabrication et laboratory) désigne tout type d'atelier composé de machines-outils pilotées par ordinateur et nouvelles technologies de l'information et de la communication (NTIC) et pouvant fabriquer rapidement et à la demande des biens de nature variée (vêtements, livres, objets décoratifs, etc.).» (Wikipedia, consulté le 17 novembre 2010 à 18:11 (CET)).
On peut partager un objet 3D imprimable de plusieurs façons:
- Code source d'un fichier crée avec un logiciel CAD ou un modéliseur 3D
- Code source paramétrable (donc adaptable à des situations différentes)
- Fichier en format .STL (ou .OBJ) qui définit une forme imprimable
Il existe plusieurs sites de partage connus.
Thingiverse est sans doute le meilleur et le plus connu. Il fonctionne selon les principes du "social web 2.0". Les créateurs et utilisateurs peuvent avoir leur profil. Les designs peuvent être annotés et commentés et leurs modifications et utilisations peuvent faire l'objet d'une nouvelle entrée. Un exemple (et pas le meilleur) est la page de DKS. Vous y verrez un des premiers objets qu'il a crée. Ce site a été modernisé il y a quelques années et il a perdu pas mal de fonctionnalité, mais ajouté d'autres.
Type de fichiers que l'on trouve dans ces dépositoires:
- Les fichiers de type .STL sont pensés pour être imprimables en 3D. Encore faut-il vérifier que l'objet ne soit pas trop difficile à imprimer (voir le ci-dessous)
Vous y trouvez aussi des designs utilisables sous forme
- .scad. Le format du langage openscad (Un fichier .scad est facile à utiliser si vous ne désirez pas faire des changements autres que les paramètres documentés)
- Formats similaires comme *.PLY ou encore *.OBJ
- Formats CAD variés comme *.dfx (Autocad)
- Formats 3D comme *.obj
Voir: en:3D file format
Le choix du polymère
Il existe plusieurs types de polymères ; ici nous en mentionnons deux:
- ABS a été le premier filament utilisé dans l'histoire des imprimantes à filament. Il a l'avantage d'être très solide (le plastique des voitures et des Légos et fait avec du ABS), mais a le désavantage de se plier lorsqu'on imprime un objet qui dépasse une certaine largeur (2-3cm à la base). Il faut installer un lit d'impression chauffé à 60 degrés et/ou coller un l'adhésif pour tapis pour que l'ABS ne décolle pas. Les deux stratégies marchent pour des petits objets.
- Le PLA est nettement moins solide, mais écolo (fait avec de la fécule de maïs ou de betterave). Il ne se plie pas. Le "pur" PLA était plus difficile à imprimer en 2001, c.a.d le fil pouvait se casser ou encore se coincer. Avec la popularité croissante des imprimantes 3D on a crée des variantes très faciles à imprimer et qui sont très abordables. Du coup le PLA est devenu le plastique le plus souvent utilisé. Depuis quelques années, il existe aussi des variantes plus solides qui ont presque les mêmes propriétés que le ABS. Il existe aussi de variantes avec du bois, du plâtre, des fibres de carbone etc.
- Le PETG, une forme de PET (plastic recyclable) est une alternative intéressante au PLA, mais plus chère. Moins sensible à la chaleur et plus solide.
- Le Nylon est difficile à imprimer, mais nettement plus solide
- Alternative amusante et décalée, le polymère peut être remplacé par de la nourriture. Déjà en 2009, l'institut français d'art culinaire, l'école d'art culinaire de New York City avait déjà tenté l'expérience avec l'imprimante 3D libre Fab@home15. Voir 3D food printing.
Voir Filament pour impression 3D pour plus de détails.
Pilotage de l'impression
Rappelons qu'il faut "trancher" un objet 3D en instructions machines qui instruisent la machine comment imprimer couche par couche et segment de couche par segment de couche. En gros le g-code dit à la machine d'aller de X/Y à X2/Y2 à telle vitesse en coulant du plastic (ou non) à une certaine vitesse.
Logiciels de contrôle
Un logiciel de contrôle permet de piloter une imprimante 3D depuis une machine et de (re)positionner des objets à imprimer. La plupart des imprimantes permettent aussi de charger directement un fichier g-code (ou équivalent), par exemple via une carte SD. Certaines imprimantes ultra low cost n'ont pas d'interface pour pilotage et il faut donc préparer un fichier g-code bien positionnée pour l'impression.
La plupart des imprimantes ont un petit écran de contrôle qui permet de pré-chauffer la machine, de charger un fichier, d'extraire du plastique, etc. Cette fonction est également disponible dans un logiciel de contrôle.
Exemple:
Génération et calibrage du g-code
Les imprimantes RepRap fonctionnent avec un langage de commande simple qui s'appelle G-code. En gros, le g-code dit à la tête d'impression de se positionner à un endroit X et ensuite bouger vers un endroit Y en sortant du plastic à une certaine cadence. Ensuite on peut aussi règler la température, le ventilateur, etc.
Un objet défini en 3D ne dit pas encore comment il doit être imprimé. Pour chaque type de machine, il faut créer un code différent. Ensuite, il faut prendre des décisions en fonction des caractéristiques de l'objet que l'on veut obtenir.
Pour traduire du .STL en code machine g-code, il existe plusieurs logiciels trancheurs (Angl. slicers). Pour le moment, nous en citons trois:
(1) Cura, développé par Ultimaker, facile à utiliser. Il existe plusieurs dérivés. Certaines version sont distribués avec des logiciels de contrôle, comme RepetierHost.
(2) Slic3r est le soft gratuit le plus simple à utiliser, rapide mais un peu moins puissant que d'autres.
(3) Skeinforge était l'ancêtre des trancheurs et il existe toujours. Ce logiciel est gratuit et nécessite également l'installation du langage Python (facile à faire). Son utilisation est difficile et on le déconseille aux débutants. On conseille de s'inspirer de "profils" discutés sur des forums et wikis. Pour Skeinforge il existe des produits dérivés qui simplifient la configuration. Par exemple SFACT. Une version déjà bien calibrée pour le Felix est ici (inclus dans Repetier Host)
Pour inventaire un peu plus complet, voir les articles Tranchage en impression 3D ou Slicers and user interfaces for 3D printers
Calibrer un objet pour qu'il soit imprimable en tenant compte des facteurs type d'objet, qualité désiré/vitesse d'impression, type d'usage, type de plastique, type d'imprimante, etc. n'est pas chose très facile.
Les paramètres les plus importants à régler sont:
- Hauteur/largeur d'une couche, donc du fil déposé. Le défaut est souvent mis à 0.2mm
- Largeur de la coquille (wall en Anglais). On conseille 3 couches. Pareil pour les planchers et les plafonds.
- Solidité du "infill" (en pourcentage). Plus on remplit l'objet, plus il sera solide mais plus il coûte cher et l'impression et lente. Typiquement on remplit un objet entre 5 et 30%)
- Vitesse de la tête d'impression. Par défaut 30-60mm/seconde
- Taux d'extrusion de plastic. Souvent exprimé sous forme de % en fonction de la taille de la buse. Prenez le défaut conseillé pour un type de filament.
Ensuite il existe des paramètres importants par rapport au type de plastic que l'on utilise:
- La température est très différente selon le type de polymère. Pour du ABS entre 240 et 250, pour du PLA entre 185 et 215.
- Pour du ABS, il faut d'abord imprimer un "lit" (Angls. "raft" qui collera contre la plaque d'impression. Il faudrait aussi utiliser une chambre chauffée.
- Lorsque l'objet est petit on conseille d'imprimer une "jupe" (une fine couche qui entoure l'objet). Cela permet de le stabiliser et diminuer le risque d'un arrachage.
Un bon trancheur permet aussi des régler vitesse et taux d'extrusion en fonction de l’élément de l'objet
Finalement, il existe de douzaines d'autres paramètres, toutefois il existe une tendance à simplifier aujourd'hui. Si vous désirez voir un logiciel complexe, on renvoie par exemple à Skeinforge for Rapman. Sinon vous pouvez regarder les fonctions avancés d'une édition récente de Cura.
Postprocessing
Le résultat d'une impression possède des imperfections. On peut en corriger certaines.
Lire Traitement d'imprimantes polymériques 3D
In english Post processing of 3D polymer prints
Liens
Histoire
- Mendel fr (Reprap wiki) décrit brièvement le modèle "Mendel" du projet http://reprap.org/
- RepRap, l’imprimante 3D autoréplicatrice (23/04/08)
Lexique
Ressources
- Useful Software Packages (RepRap wiki)
Tutoriels
C.f. aussi la catégorie RapMan dans EduTechWiki Anglais