Configuration imprimante 3D Felix 2.0
Cet article est incomplet.
Il est jugé trop incomplet dans son développement ou dans l'expression des concepts et des idées. Son contenu est donc à considérer avec précaution.
Introduction
Vous avez un fichier STL et souhaitez imprimer votre objet avec une imprimante 3D Felix. Dans cette page vous trouverez les informations nécessaires pour:
- préparer votre fichier à l'impression avec Netfabb et
- configurer et piloter l'imprimante avec le logiciel Repetier-Host.

Le dernier modèle (2018) de l'imprimante est le TEC 4.0. Le présent article présente la version 2.0.
Voir aussi:
Survol de la procédure
Cette section fait partie de l’article Fabrication_avec_une_imprimante_3D dans laquelle vous trouverez un survol rapide de la conception d'objets 3D imprimables avec une imprimante 3D utilisant le procédé d'extrusion thermoplastique (comme l’imprimante 3D Felix).
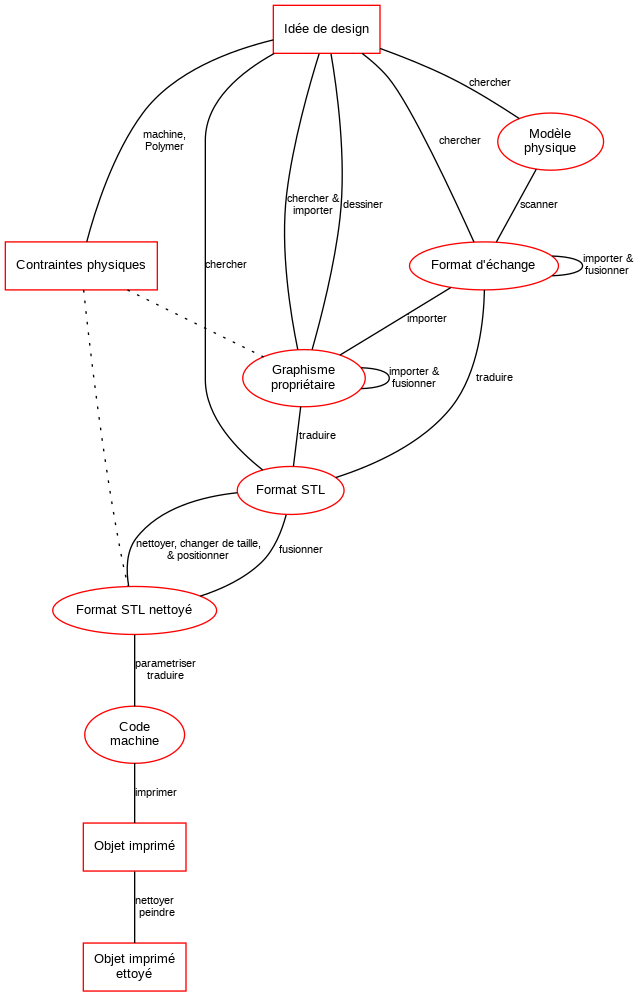
(1a) Modéliser un objet
(1b, alternative) Sélectionner et/ou adapter et/ou paramétrer et/ou assembler des objet existants
(2) Traduire en format .STL. (Avec un bon outil, il suffit d'exporter.)
(3) Redimensionner, positionner et réparer le STL
(4) Générer le code machine à partir du STL (g-code)
(5) Imprimer (envoyer le g-code sur l'imprimante)
Les étapes avec Netfabb
Vous avez produit un fichier STL et vous souhaitez maintenant l'imprimer. Malheureusement, dans la plupart du temps celui-ci n'est pas encore adapté pour être imprimé.
En effet, il arrive souvent que le fichier STL produit soit de mauvaise qualité. Dans ce cas il faut utiliser des outils avec lesquels il sera possible de réparer les défauts comme les éventuels 'trous' (rendre la surface "watertight"), de positionner l'objet correctement (en le centrant) et de le redimensionner (si nécessaire). Il y a plusieurs points auxquels il faut attention: Concernant le positionnement, Il faut veuiller à ce que le bas de l'objet ait les coordonnées z=0. Car autrement la zone d'impression s'enfonce dans le lit d'impression ou imprime dans le vide. Il faut, également, éviter que la tête d'impression ne cogne contre les bords. A ce propos, il est vivement conseillé d'utiliser Netfabb pour positionner correctement le modèle car ceci n'est pas évident à faire avec le logiciel que vous utiliserez pour piloter l'imprimante (comme, par exemple, Repetier-Host). Pour réparer un fichier .STL, on conseille le gratuit Netfabb studio basic. Il est facile à apprendre et à utiliser et en particulier pour le positionnement.
Introduction à Netfabb
Netfabb est un logiciel capable de générer le G-code nécessaire à l'imprimante pour imprimer les objets. Il est aussi capable de réparer les problèmes récurrents liés à la qualité des fichiers aux formats STL et d'optimiser le code obtenu avec d'autres éditeurs. La phase de réparation est primordiale pour garantir vos chances de résultats avec votre imprimante.
La version gratuite s’appelle Netfabb Studio Basic et tourne sous Windows, Linux et Mac. Il existe également une version plus complète et payante sous le nom de Netfabb Studio proffessional qui offre des fonctionnalités comme :
- Bouchage des trous et des écarts de surfaces
- Création de maillage et d’évidement de pièces
- Édition de géométrie
- Couper et trimer
- Extrusion de surfaces
- Réparations superficielles
- Opération de boolean
- Détection d’intersection
- Adoucisseur de surfaces
- Réduction des triangles et affinage du maillage
Une comparaison entre l'édition studio et Professional est disponible ici.
Il existe, également, une version en ligne (qui n’a pas été testé) permet de réparer des fichiers STL, OBJ ou 3MF automatiquement (plus d'information sur le format des fichiers 3D ici). La dernière version du logiciel est la 5.1.1 (les informations sur les différentes versions sont disponible ici).
L'écran de visualisation
Le panneau de visualisation occupe la plus grande partie de l’interface et permet de visualiser le projet en trois dimensions:
- Déplacement du point de vue: Bouton droit de la souris ou utilisez le menu des vues standards
![]() (menu des vues standards)
(menu des vues standards)
- Déplacement de l’objet (sans changement de perspective) : Appuyer sur la molette (ou le bouton central de la souris) ou shift-bouton droit de la souris ou en déplaçant le petit carré qui se trouve au centre de l’objet avec le bouton droit de la souris.
- Effet de zoom : Molette de la souris ou Ctrl-bouton droit de la souris
La plateforme peut être affichée avec le menu : View -> Show platform
En bas de l’écran à gauche apparaît un système de coordonnées (X,Y, Z) qui montre la perspective avec laquelle on voit l’objet. Pour l’impression, il est important que la coordonnée z soit égale à 0.

Positionnement, rotation, mise à l'échelle
Les objets peuvent être manipulés via le menu Parts ou par des raccourcies claviers.

Le Part menu peut, par exemple, être utilisé pour aligner l’objet sur z=0.
Ecran de paramètres pour le menu de translation:

Ecran de paramètres pour le menu de rotation:

Ecran de paramètres pour le menu de mise à l'échelle:

Réparation
Dans Netfabb, la réparation se fait en exécutant des scripts intégrés au logiciel. Il y a plusieurs façon de le faire. Allez au menu Extra -> 'Repair Part'.

L'écran suivant apparaît à droite. Cliquez sur 'Automatic repair'.

Choisissez l’option 'Default repair' et , cliquez sur 'Execute'

Les étapes dans l'outil Repetier-Host et sur l'imprimante
Maintenant que vous avez fait le nécessaire pour nettoyer et adapter votre fichier pour être imprimé, vous allez pouvoir entamer la phase de paramétrage et du pilotage de l'imprimante. Les imprimantes 3D (comme la Felix) fonctionnent avec un langage de commande simple qui est le g-code. Celui-ci est en règle général généré à partir du format STL dont nous avons parlé. Le fichier g-code permet de contrôler le positionnement de la tête d'impression, le débit du plastic et de régler d'autres paramètres comme la température, le ventilateur, etc.
Pour piloter notre imprimante Felix via un câble USB, nous allons utiliser Repetier Host, un logiciel facile à installer et qui intègre les slicers Slic3r et SFACT et propose plusieurs profiles d'impression pré-paramétrés.
Réglages de base
Pour commencer, jetez un coup d'oeil sur les réglages de base de l'imprimante avec le menu: Configuration -> Reglages imprimante. Mieux vaut que ces réglages soient faits correctement dès le départ. Ceci vous évitera d'avoir de mauvaises surprises plus tard. Référez-vous au manuel de l'utilisateur pour en savoir plus.
Réglages de base pour Mac OS
Pour pouvoir imprimer avec l'imprimante Felix 2.0 depuis un mac, il faut d'abord installer plusieurs choses, comme décrit à la page 12 du manuel pour la felix 3.0:
- Il faut d'abord installer le driver de l'imprimante.
- Il faut ensuite installer Repeiter host si ce n'est pas encore fait.
- On peut ensuite télécharger les profils de l'imprimante pour le slicer sfact. Une fois dézippé, il faut déplacer le dossier sfact_profiles à la racine du disque (Macintosh HD) et le dossier sfact dans le même dossier que l'application Repeiter Host (donc probablement dans le dossier Applications).
Attention, il se peut cependant que ces profils ne fonctionnent qu'avec le slicer sfact et soient ceux de la Felix 3.0, qui peuvent être différents de la Felix 2.0. Il est donc bon de vérifier dans "printer settings" que les réglages correspondent bien à ceux de la Felix 2.0. En particulier, le "baud rate" peut poser problème. Il doit être réglé sur 250000. Référez-vous aux captures d'écrans de la page 14 du manuel pour les autres réglages.
Importer le fichier STL
Repertier-Host permet d'importer des fichier g-code (.gcode, .gco, .g) ou 3D (.stl, .obj)
Trancher (slicer) avec SFACT (STL-> Gcode)
Le trancheur (slicer) est un logiciel qui permet de découper en tranches le modèle 3D à imprimer et qui le convertit en un ensemble d'instructions machines compréhensibles par l'imprimante.
A chaque tranche correspondra une couche d'impression. Le slicer que nous avons testé pour créer le g-code des modèles à imprimer est le SFACT (2-1 Normal Quality - no support)
Ce processus pouvant prendre pas mal de temps, mieux vaut laisser la plateforme froide, spécialement si vous devez imprimer un modèle complexe
- Plus d'informations sur le slicer SFACT ici

Préparer et chauffer la machine (plateforme, hotend)
Assurez-vous que l’imprimante est connectée à votre ordinateur via le câble USB (le statut de l’imprimante est visible dans la fenêtre ‘Contrôle manuelle’).
La plateforme est propre (nettoyer avec un peu d’alcool si besoin) et calibrée correctement. La buse d’impression (extruder) doit être très proche de la plateforme sans jamais la toucher.
Ppréchauffer la plateforme (ceci peut prendre un certain temps).
Chauffer l’extruder et tourner le ventilateur à 100%. Il est important de s’assurer que la plateforme est chaude et que le ventilateur tourne pour que le filament ne colle pas.
Voici les valeurs conseillées:
- Chauffage extruder (200° à 215° Pour du PLA)
- Chauffage du lit (55°)
- Ventilateur (100%)
Extraire / tester un peu de plastic

Étapes à faire avant l'impression:
- Mettre le fil plastique dans le trou au-dessus de l'extruder
- Dans le panneau ‘Contrôle manuel’ :
- Abaisser la plateforme de 20 (axe-Z)
- Régler l'extruder à 60mm et sa vitesse à 150 mm/s
- Cliquer sur la flèche basse et vérifier le bon écoulement du fil (sortes de cercles empilés au même endroit, créant une forme ressemblant à un ressort). Tester avec 60mm et 200mm.
Si l’écoulement du fil n’est pas suffisamment fluide, essayez de modifier la température et/ou la vitesse. Une température plus élevée améliora la fluidité mais diminuera la qualité.
Imprimer l'objet
- Ne pas oublier d'imprimer un peu de plastic avant et de chauffer l'imprimante comme il faut (voir ci-dessus)
Débuter l'impression (cliquez sur ‘Démarrer Job’):
- Cliquer sur "Start print" (ou équivalent en français).
Étapes à faire à la fin de l'impression:
- Mettre le 'Retracter' à 100mm
- Appuyer sur' la flèche qui monte pour extraire le fil de l'extruder
- Baisser la température du lit et de l’extruder et les laisser refroidir.
- Retirer délicatement l'objet imprimé
En cas de problème:
- cliquez sur ‘Arrêt d’Urgence’
- Si vous devez juste faire un ajustement (coller une pièce détaché, changer de fil, etc.), vous pouvez aussi cliquer sur "Pause", déplacer la tête d'impression et ensuite résumer (l'imprimante va trouver l'endroit où elle doit repartir).
Trancher (Slicing) avec SFACT
Le bouton Configurer dans la fenêtre du trancheur permets de changer un grand nombre de paramètres. Le slicer SFACT de Repetier-Host, vient avec plusieurs profiles de qualités d'impression pré-paramétrés.
Choisir le bon profile est primordiale et dépendra de plusieurs facteurs comme:
- la qualité d'impression souhaitée pour le modèle
- la solidité du modèle
- le temps d'impression
- la nature du modèle (faut-il imprimer un support ou non?)
Il vous sera très certainement nécessaire d'ajuster les paramètres pour obtenir un résultat proche de vos attentes. Les tentatives successives devront vous permettre de trouver le bon réglage. Ainsi il ne faudra pas se décourager si vous voyez vos premières impressions s'effondrer sur elles-mêmes, être trop molles ou avoir toutes sortes d'imperfections.

Paramètres les plus importants que l'on peut régler

Dans ce paragraphes nous allons découvrir quelques paramètres importants pouvant être modifiés (les valeurs affichées dans les captures d'écran correspondent au profile 'Normal quality, no support'):
Carve

Il s'agit de paramètres importants qui fixent l'épaisseur de la couche et la largeur du périmètre de l'objet à imprimer.
- Layer Height (mm)
- Extrusion width (mm)
Cool

Dimension

Fill

Speed

Temperature

Liens
- FELIXPrinters (home page)
- Felix 2.0 user manual [en]
- Forum de support Felix
- Téléchargement de Netfabb basic
- Netfabb Information and Documentation Center [en]
- Netfabb Basic documentation [en]
- Netfabb tutoriel sur le site wiki de netfabb [en]
- Tutoriel Netfabb sur edutechwiki anglais [en]
- Format de fichiers 3D [en]