Imprimante 3D Creality K1 Max
Introduction
L'imprimante 3D K1 Max est en 2023 une des imprimantes les plus intéressantes.
- Grand volume d'impression: 300x300x300
- Extruder "dual gear"
- Impression "standarde" entre 200 et 200 mm/s (!) Le maximum est 600mm/s. Donc 3-4 fois plus rapide qu'une imprimante "typique" en 2023)
- Nivellement avec lidar
- Caméra qui filme mais qui détecte aussi des problèmes
- Récupération après coupure
Prix: Environ 1000 Euros
Achat et transport
Le paquet arrivait avec qqs. léger dégâts sur le carton, il n'a donc pas été transporté avec soins.



Après déballage, l'imprimante elle-même ne présente pas de dégâts. Enfin, les quatre gaines pour tenir les cables se sont détachés (ou alors jamais posés). Regardez cette video YouTube qui explique comment les poser (comptez bien quatre!)
- Dans tous les cas, on conseille de bien vérifier tous le serrage de tous les visses.
On avait commande le paquet "upgrade" (2 rouleaux plus 6 nozzles)
- Les 2 rouleaux sont arrivés 2 jours plus tard
- Pas encore eu les bouts....
Installation et configurer
L'imprimante est facile à installer. Voici une résumé:
- Déballer et enlever tout ce qui est posé à l'intérieur
- Brancher l'écran
- Enlever les plastiques de protection
- Visser le bouton sur la porte
- Enlever les 3 visses qui bloquent le plateau d'impression (!!)
- Mettre les quatre gaines de cables si nécessaire
- Vérifier que le tube (conduit de fil) soit bien attaché en haut
- Poser la machine sur les 4 socles en caoutchouc (cela réduit les vibrations)
- Brancher et allumer
- Mettre sur le réseau. L'imprimante doit être sur le même réseau que l'ordinateur qui pilote, sinon il faut passer par une clef USB
- Faire une mise à jour si la machine le propose
- Extraire du filament à vide
Sur le PC:
- Télécharger le slicer (https://www.creality.com/downloads) pour Windows, Mac ou Linux.
- Ensuite enregistrer cette imprimante. Si elle est sur le même réseau, l'application devrait la trouver.
Premiers tests
Premier test
Un octopus, bien réussi avec les réglages par défaut.



Deuxième test
Un pente course à bille compatible LEGO. Le résultat est assez bien, surtout si l'on tient compte du fait qu'on a pris le profil par défaut.

Troisième test
Une pente plus longue. Impression totalement ratée. un petit rond s'est détaché et il y a du warping aux 2 bouts. La caméra n'a pas détecté le problème.

Corrections apportées:
- Premières 2 couches à 30mm/s (on pourra peut-être augmenter un peu à nouveau)
- Une jupe plus proche et plus large (0.3 mm de distance et 5 lignes)
- Vitesse des murs (outer wall speed) baissée à 150mm/s
- Un peu plus de "overlap" entre murs et toits (20%)
- Colle appliquée sur tout la diagonale
Quatrième test
Le même modèle, mais avec les corrections ci-dessus. Enfin, on n'avais pas vu que le trancheur mettait des angles de 0 et 90 degrés par rapport à la pièce positionnée à 45 deg. sur lit.
Le résultat est correct.
Le slicer Creality Print
Le slicer "Creality Print" est une variante du open source Cura Slicer by Ultimaker. Même si l'interface a été modifiée, la logique globale est la même. Cura est un des 2-3 meilleurs sliders open source et on peut donc faire confiance à cette app, même s'il existe quelques problèmes (selon des messages de forum). Juste une remarque pour les fanboys du Prusa slicer: Encore en 2022, Prusa slicer gérait très mal les Lego compatibles et les problèmes ne sont pas encore réglés, notamment les latices qu'on a mis sous les toits sont construits d'une façon totalement zarbi.
Évidemment, il est possible d'utiliser un autre slicer, à condition de bien spécifier l'imprimante. Par contre, je ne suis pas sûr s'il est facile d'envoyer des fichiers via Internet. Enfin, on peut toujours importer du gcode dans Creality Print et l'utiliser juste comme contrôleur.
Impression de compatibles Lego et Duplo
Évidemment, aucun slicer ne sait faire correctement des Lego compatibles, mais le profil "normal" donne presque des bons résultats. On a changé les paramètres suivants pour la buse 0.4mm et le Hyper PLA de Creality:
- Creality Print ne corrige pas les angles pour les "toits" quand on fait une rotation d'une pièce (débile), donc il faut créer un profil spécialement pour les pièces en rotation
- Shell->Walls: 3 (au lieu de 2)
- Les vitesses pour les 2 premières couches ne sont pas raisonnables, il faut réduire à 30mm/s à notre avis.
- On a réduit à 150mm/s le "outer wall speed". Les autres sont laissés entre 200 (surfaces) et 300 (remplissages, inner walls).
- Dans Shell->Top/Bottom Line Directions: Remplacer [] par [0,90] si on imprime une brique en oblique (par défaut, il fait 45 et 135 degrés, mais par rapport à la plateforme)
- On augmente le overlap, par précaution: Infill-> Infill Overlap Percentage = 20%
- On utilise des couches de 0.3mm pour une buse de 0.4mm (à suivre comment on fera avec des buses plus larges)
- Jupe pour l'ahésion: Build Plate Adhesion = skirt. Skirt line count = 5, skirt distance = 0.3.
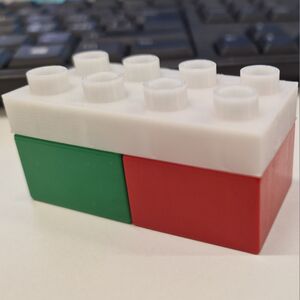
K1-max-duplo-compatible-1.jpg Couches 0.3mm, speed: 200-300mm/s
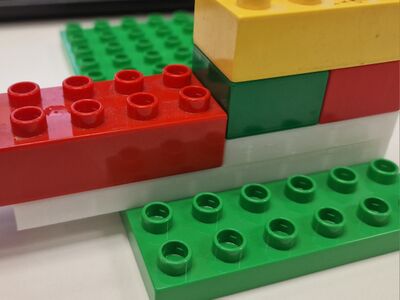
K1-max-duplo-compatible-2.jpg Couches 0.3mm, speed: 200-300mm/s


L'interface de contrôle
Le slicer permet de contrôler le déroulement de l'impression, y compris via une caméra-video live. Petit bug, la caméra n'a pas redémarré après un arrêt. Elle n'a pas non plus détecté un gros problème (voir impression #3 ci-dessus)
